スポット溶接打痕周りの溶接焼けをなくしたい
マフラーフィニッシャパイプ スポット溶接装置
アルゴンガスをワークの中に溜めることで打点周辺に焼けを防止。打痕周りの溶接焼けなしにより、後工程を削減。

特設ページ


スポット溶接打痕周りの溶接焼けをなくしたい
アルゴンガスをワークの中に溜めることで打点周辺に焼けを防止。打痕周りの溶接焼けなしにより、後工程を削減。
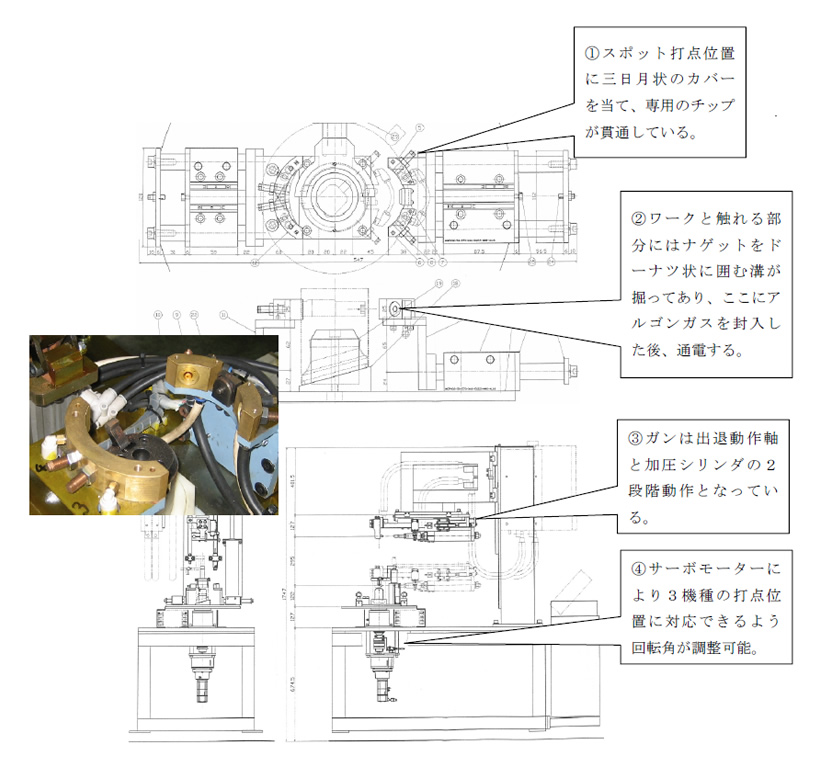
マフラーのフィニッシャパイプのスポット溶接機。従来はスポット溶接後に後工程で研磨工程があり、焼け後を取り除いていた。本溶接法を実施する事でそれが不要となる。アルゴンガスをチップ先端とワークの中に溜めることで打点周辺に発生する焼け(変色)を防止できる。
溶接ポイントは1工程にてリングFR部の溶接、2工程にてリングRR部のスポット溶接を行う。
①BODY SUS304 t0.6 φ84.2 PIPE (外径研磨の外観商品)
②RING FR t1.0
③RING RR t1.0
従来まではスポット溶接後に焼けを取り除くため、後工程にて研磨作業を行っていたが、それが不要になった。アルゴンを封入し手からは焼けは一切発生しなくなった。
後工程の人員の削減が可能となったため、その分コストダウン。
また治具の段替えにより3機種に対応でき、いずれも品質は作業者に依存せず均一化することが可能となった。
これにより歩留りを10%改善することができた。