TIG溶接フェライト系ワイヤーの溶接時のスパッターを最小化したい
コンバータフェライト系ワイヤー TIGフィラー円周溶接
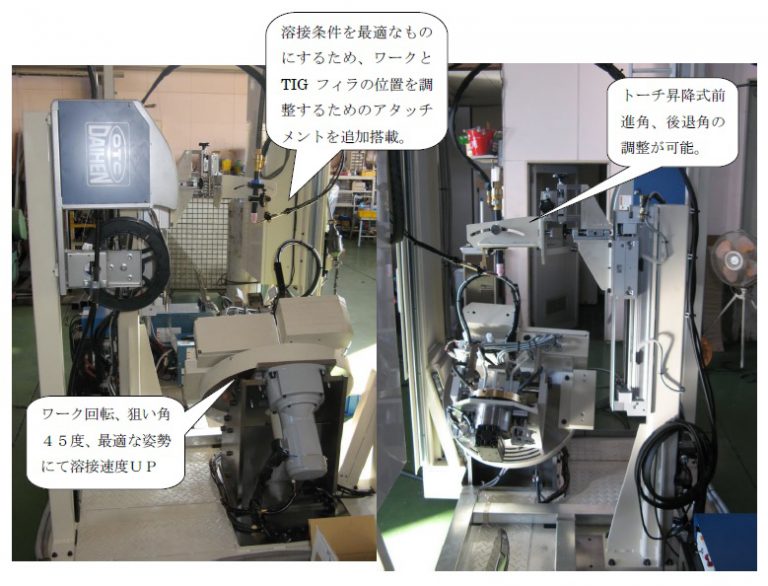
ワーク回転、トーチ狙い角45°、傾斜でトーチ昇降式。TIGフィラ溶接速度アップをした設備。

特設ページ


TIG溶接フェライト系ワイヤーの溶接時のスパッターを最小化したい
ワーク回転、トーチ狙い角45°、傾斜でトーチ昇降式。TIGフィラ溶接速度アップをした設備。
自動運転をかけて回転テーブルが1周しストップすると、デジタル数値が点滅表示を行う。
実績―板厚t=1.5mm ステンレス パイプとカラーの溶接L=400mm
<施工範囲>¢127mm 専用
ワーク回転、狙い角45°傾斜をつけて、ワークとフィラとの距離や角度の微調整出来るようにしたことで、溶接ビードが安定し、穴あき、ビードよれがなくなり、品質がアップした。