


TIG溶接溶接時間を半減したい(高速化)
事例/実績
システム概要
全体図
システム概要、ワークのサイズ、材質
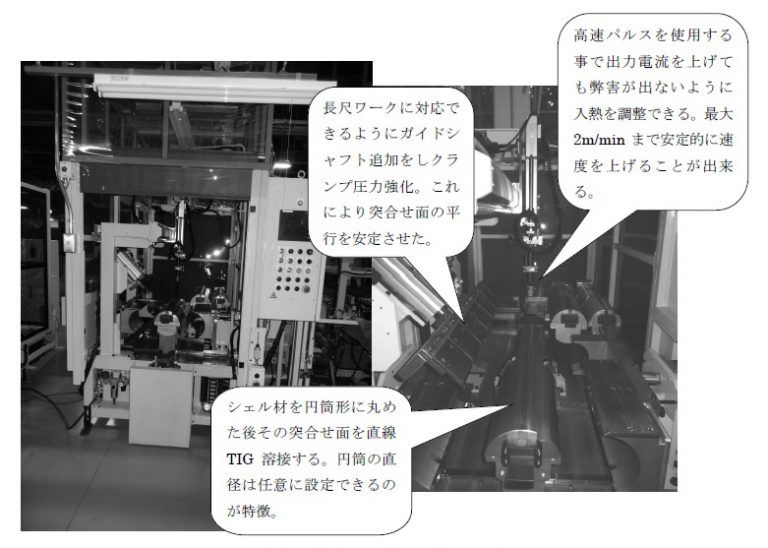
- シェル材を任意の円筒の太さに丸めて、後工程として、その突合せ面をTIG直線溶接する。
- 円筒の太さに応じて、専用芯金・クランプを製作する。
- タッチパネルを搭載し、新しいワークに対して、お客様で溶接条件の数値設定が可能。
実績―板厚0.6~1.0㎜ ステンレス
(施工範囲)
¢100~¢300㎜
L150mm~L750mm
要求仕様を満たすための創意工夫
- ワーク長L650mm以上の溶接箇所の平行出し位置決めが安定せず、難しかった。
→溶接位置決めのシリンダー強度アップとガイドシャフト2本を追加し、位置決め精度が安定し、解決した。 - 溶接位置の突合せ精度が出なくて、時々、溶接がうまくできなかった。
→ワーク両サイドクランプ位置は上下シムを追加して、均等にクランプできるように調整した。これにより、突合せが安定し、解決した。 - 溶接速度2m/minまで対応できるように、というご要望があった。
→溶接機の高速パルス機能を使用し、出力電流を上げても弊害が出ないように条件出しを細かく行った。またそれに対応できる電源を選定することで安定的に高速溶接が出来るようになった。
お客様メリット
要求仕様を満たすための創意工夫
溶接速度2m/min高速化することができた。
そのため、サイクルタイムが早くなり、生産性がアップした。
品質の維持
スピードUPしても不良率を上げないために、過去の経験から、治具の改善をさらに行い、溶接条件を最適化することで品質の維持に成功した。
システム詳細
設備構成
- 溶接機―ダイヘンAVP-500
- トーチーTA-500HW-A-8M 水冷式
- 電極―セリュウム入りタングステン4.0mm
電気システム
- タッチパネルを搭載し、新しいワークに対して、お客様で溶接条件の設定が可能。
付属設備
- ベース
- エリアセンサー 有り
- 遮光カーテン 有り
- 操作盤と制御盤は一体式
- ガスの流量計 バックシールド用あり
- 一次側のブレーカーボックス なし