TIG溶接溶接時間を半減したい(トーチ増設)
薄板円筒の突合せ直線TIG溶接
TIGトーチ2本仕様。溶接時間を50%短縮。

特設ページ


TIG溶接溶接時間を半減したい(トーチ増設)
TIGトーチ2本仕様。溶接時間を50%短縮。
板材から円形にある程度成型された薄板円筒の端面を合わせて直線溶接する装置。
ワークセットは作業者がやり、端面の平行確認をする。残りは自動起動。
溶接タクトタイムを目標値に収めるためにTIGトーチを2本仕様とし、タクトを縮めた。
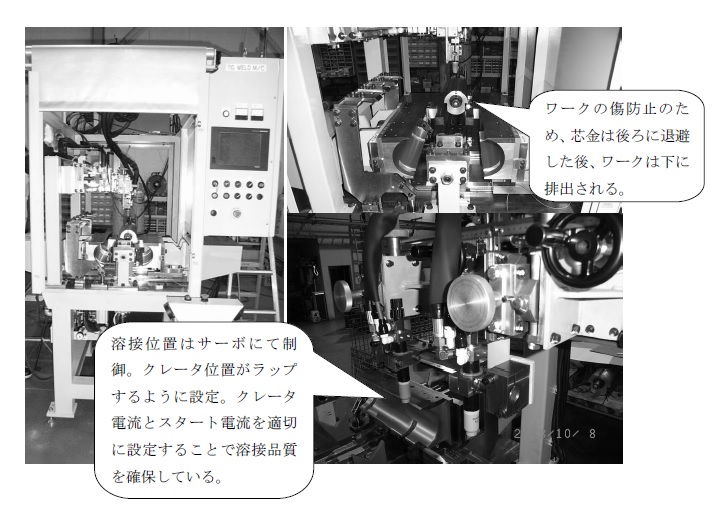
溶接の裏ビードを出さないためにワークの内側からバックシールドガスを出し、溶接部の芯金径を若干凹ませ、シールド雰囲気を保つようにしている。
<ワーク情報>
ロール成型、板巻きナメ付け 板厚1.0~1.2 ステンレス
4機種
φ123.4 L399
φ139.7 L318.5
φ98.4 L429.5
φ115.9 L318
最長ワークL429.5厚さ1mmでサイクルタイム28秒を満足させることが可能。
設備コストを抑えるためにTIGを採用したが、通常1本ではタクトを満足させることはできないため2本式として、設備コストを抑えている。