MIG/MAG溶接トーチの曲がりなどによる溶接ずれを防止したい
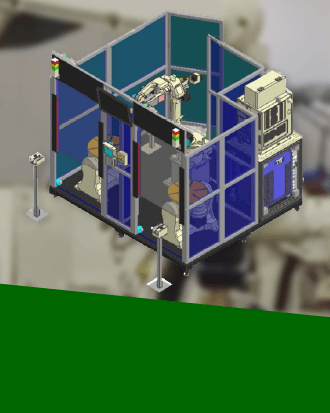
溶接ロボットの作業前トーチ先端位置自動検知による溶接不良の削減
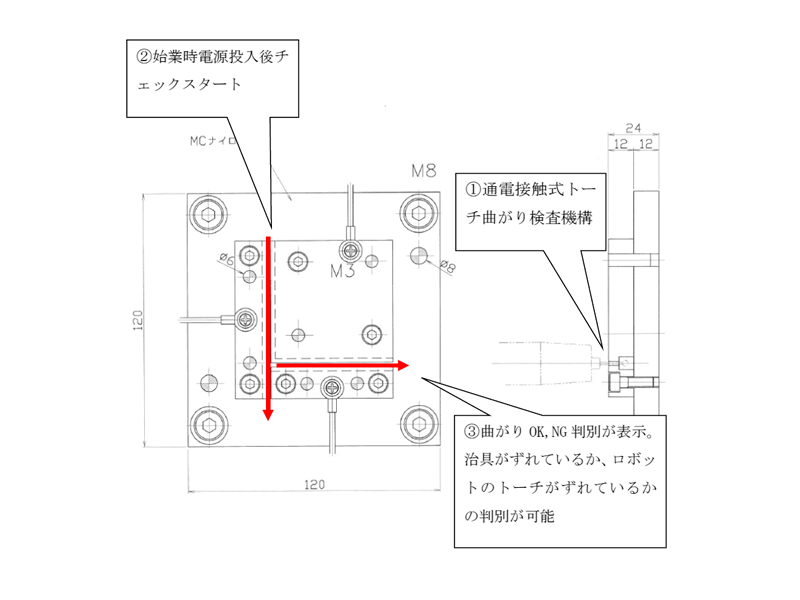
ロボットのワイヤーとチェッカーブロックによる通電接触式トーチ曲がり検査機構を内臓

特設ページ


MIG/MAG溶接トーチの曲がりなどによる溶接ずれを防止したい
ロボットのワイヤーとチェッカーブロックによる通電接触式トーチ曲がり検査機構を内臓
一般溶接ロボットのトーチ曲がり、ズレによる溶接不良を防止する。
始業前点検としてシステム電源投入時に、必ず、チェックスタートし、OK信号を得て自動運転が可能と成る事で、強制点検の実施、又はワンサイクル点検による自主管理を容易に行う事が出来る。
ポイントマーカーによる目視管理修正による個人差が無くなり常に物理的同一条件での溶接が可能となった。
トーチチェックの自動プログラムをスタート運転するだけで、曲がりOK,NGの判別が表示される。作業者レベルでの検査が可能。
多種製品の段替溶接システムの場合、A治具での溶接ズレが発 生した時に、仮に治具がずれていてチィーチング修正してしまうとそれ以外の全ての治具がビードズレを生じてしまう事になる。治具がずれているか、ロボットのトーチがずれているかの判別が容易に可能となる。