スポット溶接マルチスポット溶接のタクトタイムを半減し、省スペース化したい
触媒コンプ工程におけるスポット溶接のタクトタイム半減を実現。
触媒ケースに仕切り板を圧入後、ガン4式で4箇所スポット溶接後、テーブルが45度回転後、4箇所をスポット溶接。

特設ページ


スポット溶接マルチスポット溶接のタクトタイムを半減し、省スペース化したい
触媒ケースに仕切り板を圧入後、ガン4式で4箇所スポット溶接後、テーブルが45度回転後、4箇所をスポット溶接。
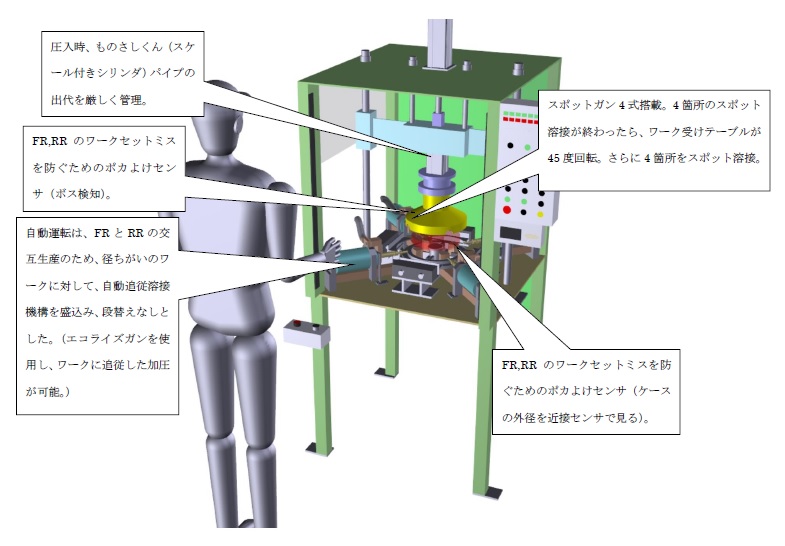
触媒ケースに、仕切り板を圧入後、マルチスポット溶接。
マルチトランス、タイマを2式搭載し、同時に対角2箇所をスポット溶接できる。
ガン4式で4箇所をスポット溶接後、テーブルが45度回転。
残りの4箇所をスポット溶接。合計8箇所スポット溶接。
タクトタイム半減を実現。
段取り替えなしで、フロント・リアの生産可能。
<実績>
ワーク① アウターケース t1.5mm SUS432
ワーク② バッフルSUB ASM t1.5mm SUS432
①と②を圧入+スポット溶接(8箇所)
治具の共有化によりFR、RRを1つの設備で生産できるようになった。