


事例/実績 一覧
三葉電熔社はお客様のご要望を満たせるシステムを設計・製作します。
-
 MIG/MAG溶接
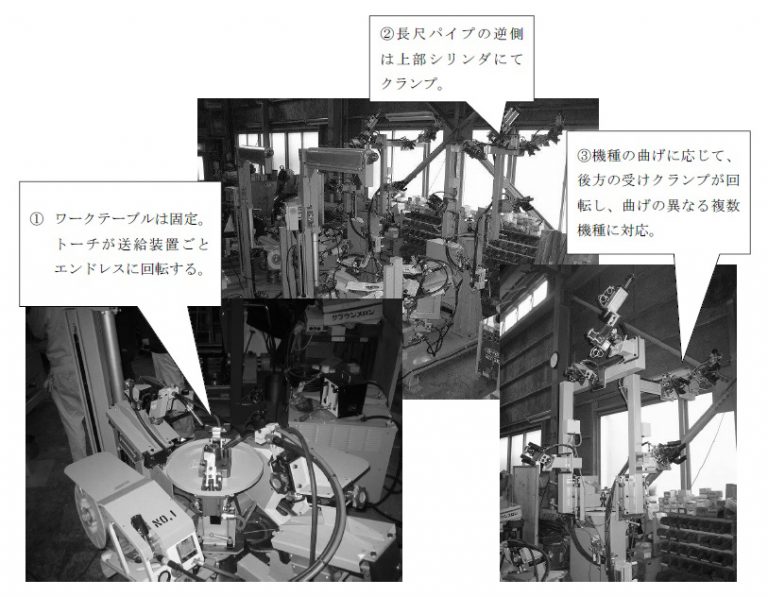
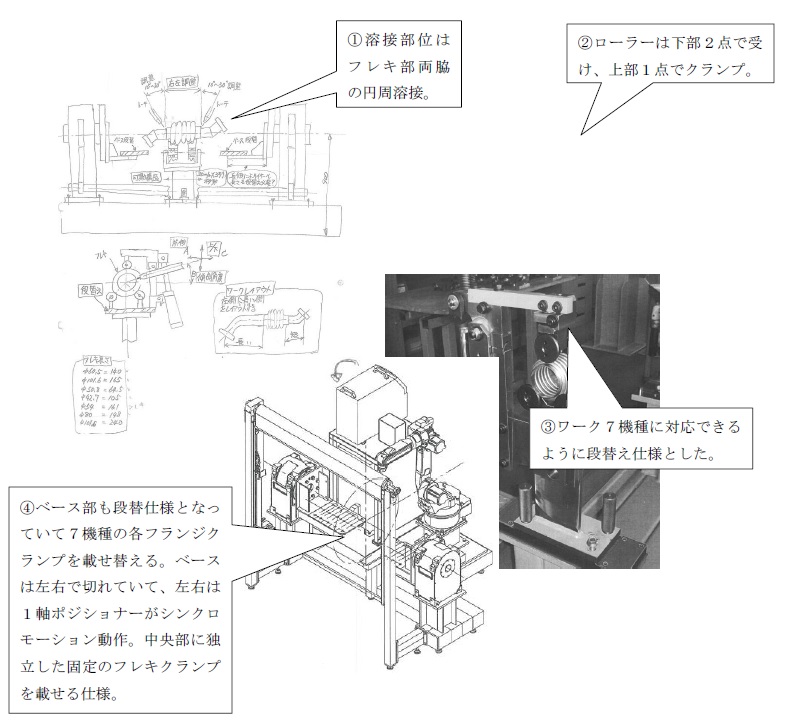
長尺パイプを安定的に円周溶接したい
MIG/MAG溶接
長尺パイプを安定的に円周溶接したい
-
 MIG/MAG溶接
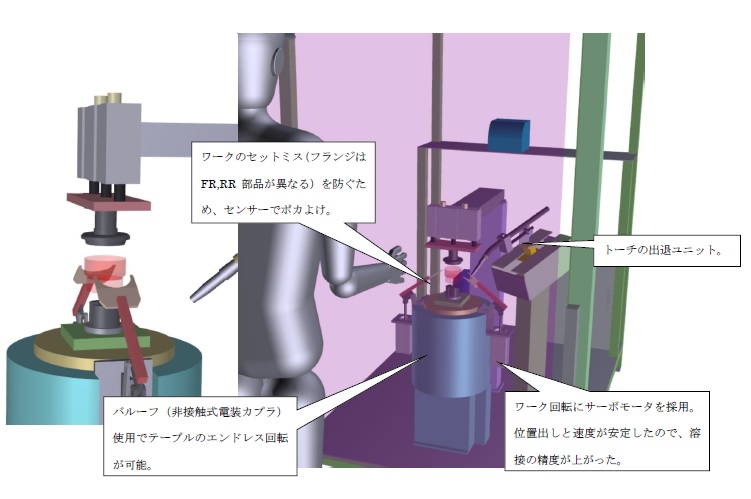
トーチ回転からワーク回転に変更し、省スペース、低コスト化したい
MIG/MAG溶接
トーチ回転からワーク回転に変更し、省スペース、低コスト化したい
-
 MIG/MAG溶接
機種追加時に、動作順序設定ソフトや治具の追加をしたくない
MIG/MAG溶接
機種追加時に、動作順序設定ソフトや治具の追加をしたくない
-
 MIG/MAG溶接
非常に薄い(ex.0.25mm)母材
MIG/MAG溶接
非常に薄い(ex.0.25mm)母材
-
 MIG/MAG溶接
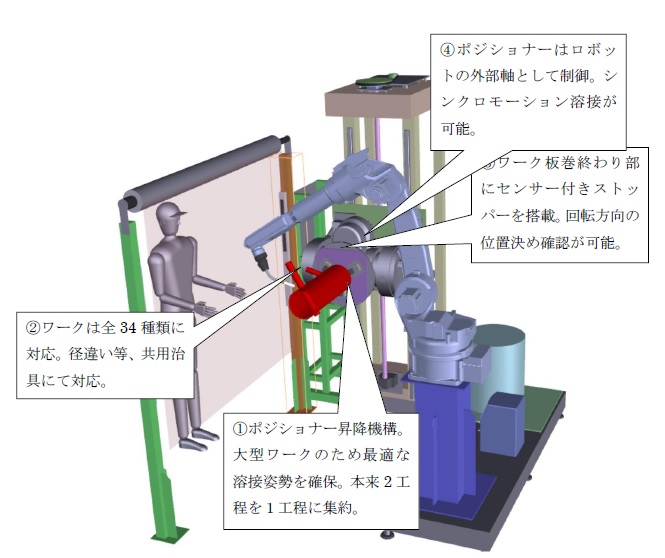
もっと自由度を確保したい。ポジショナーを上下に移動させたい。
MIG/MAG溶接
もっと自由度を確保したい。ポジショナーを上下に移動させたい。
-
 MIG/MAG溶接
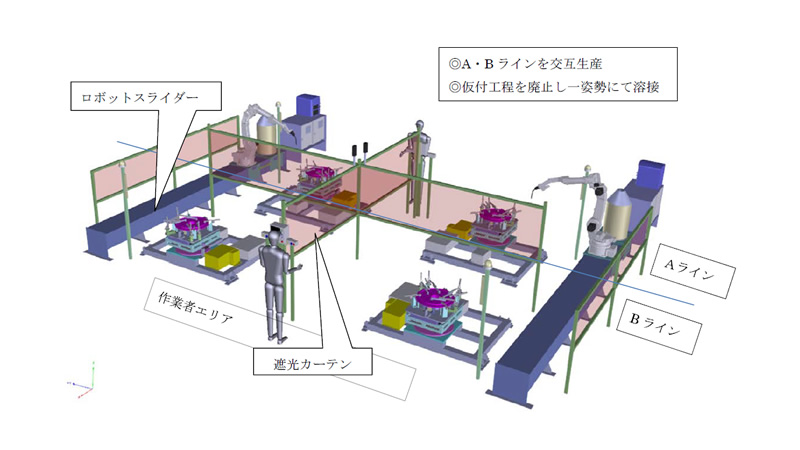
大型部品の仮付・本溶接×2姿勢のハンド溶接を自動化したい
MIG/MAG溶接
大型部品の仮付・本溶接×2姿勢のハンド溶接を自動化したい
-
 MIG/MAG溶接
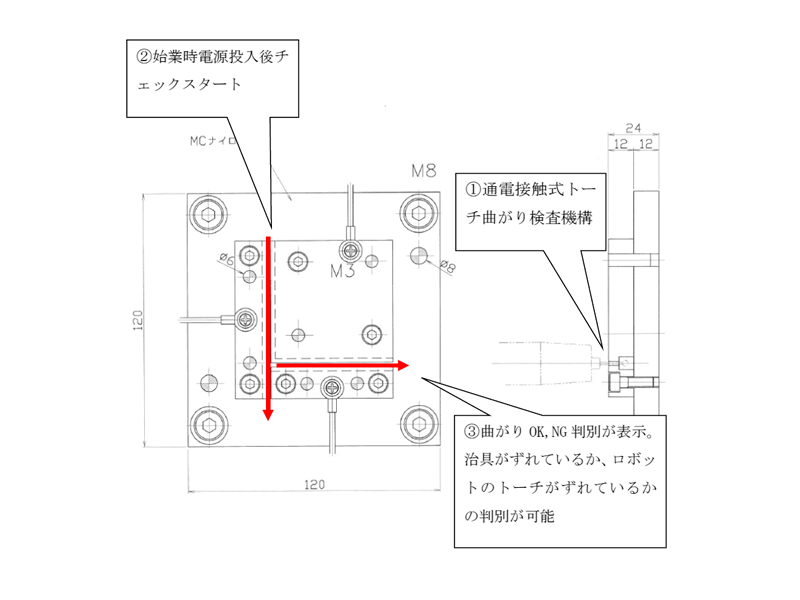
トーチの曲がりなどによる溶接ずれを防止したい
MIG/MAG溶接
トーチの曲がりなどによる溶接ずれを防止したい
-
 TIG溶接
溶接は自動化で、安価で簡素な溶接設備が欲しい
TIG溶接
溶接は自動化で、安価で簡素な溶接設備が欲しい
-
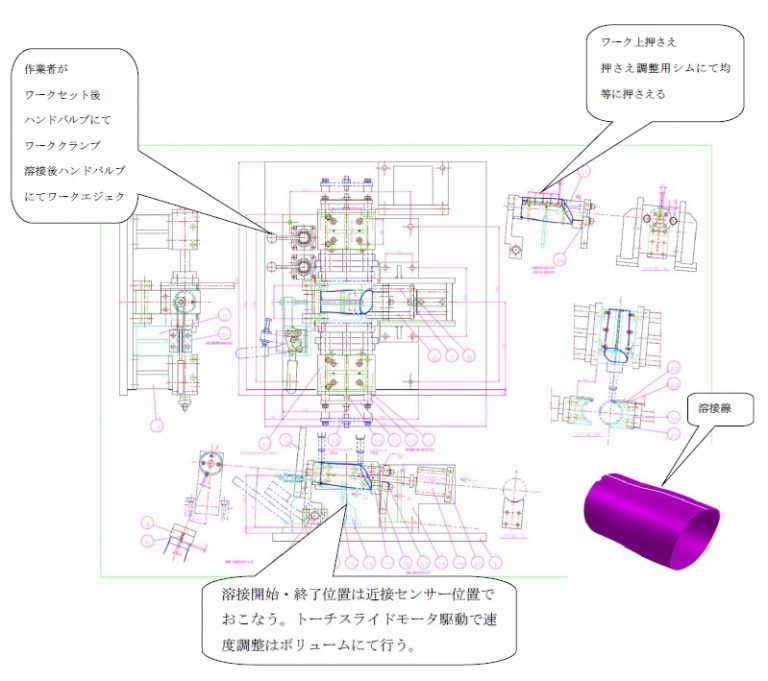
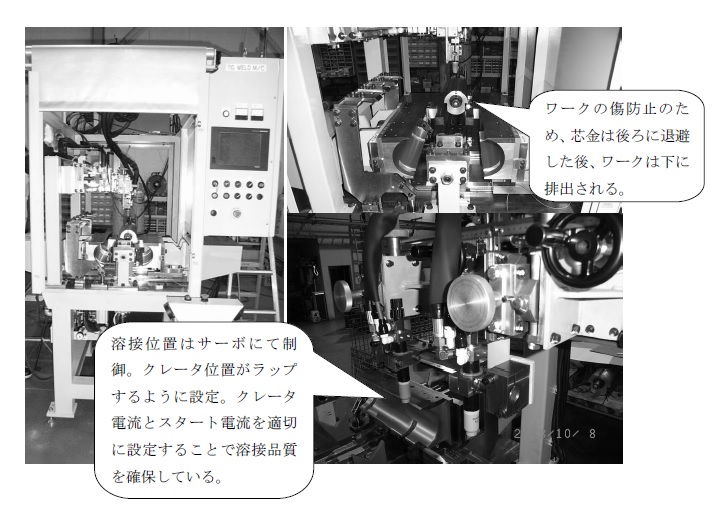
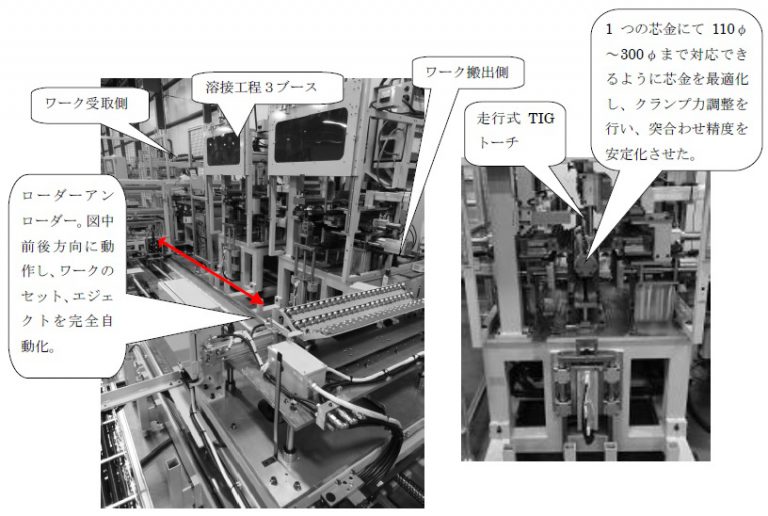 TIG溶接
治具共有化、段取り替えなしで全自動化したい
TIG溶接
治具共有化、段取り替えなしで全自動化したい
-
 TIG溶接
溶接時間を半減したい(トーチ増設)
TIG溶接
溶接時間を半減したい(トーチ増設)